Hypersonic flight is forcing a rethink of what we build aircraft and spacecraft from. The materials and thermal protection systems (TPS) that survive minutes of extreme heat, pressure, and oxidation are advancing quickly. This guide explains hypersonic materials and thermal protection trends in clear terms for students, curious readers, and professionals.
Hypersonic materials and thermal protection trends

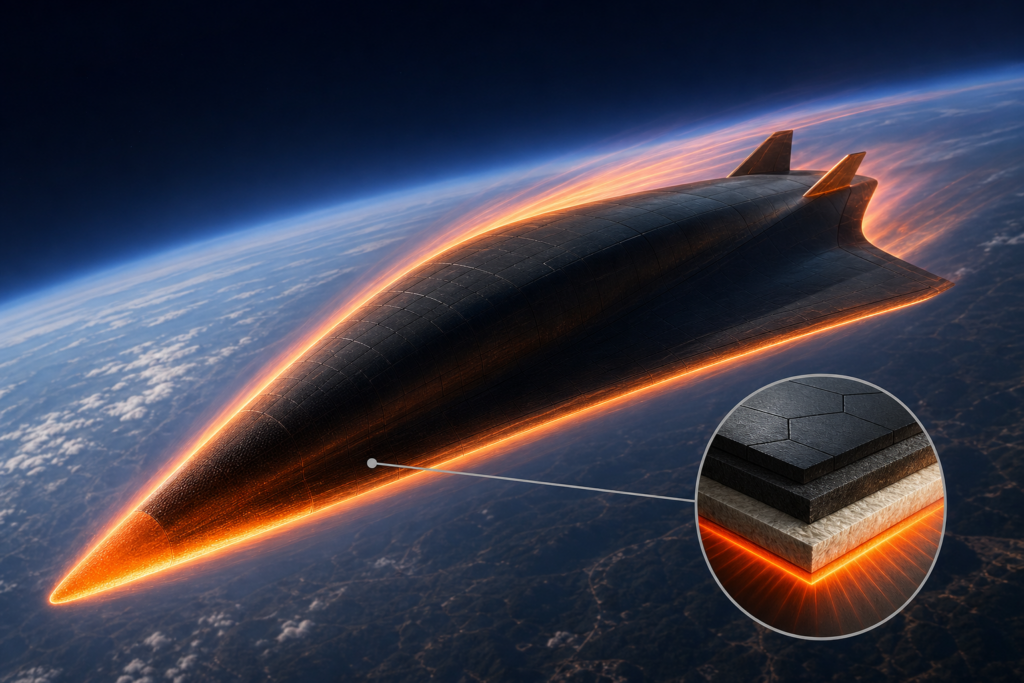
At speeds above Mach 5, air compression heats vehicle surfaces to thousands of degrees Celsius. No single material system fits all surfaces or missions. Instead, engineers combine hot structures, heat shields, coatings, and sometimes active cooling. The focus keyphrase for this article—hypersonic materials and thermal protection trends—captures how materials, coatings, and design tools are converging to keep vehicles safe at speed.
What is a thermal protection system (TPS) and why do hypersonic vehicles need it?
A TPS is the collection of materials, coatings, and structures that manage heat loads so the vehicle stays intact and functional. It must handle:
- Convective and radiative heating from the air.
- Thermal shock from rapid heating and cooling during maneuvers and reentry.
- Oxidation, ablation, and surface chemistry (catalycity) that can amplify heating.
Depending on the location—nose cap, leading edge, acreage, or engine inlets—engineers select from ablative heat shields, reusable tiles and blankets, hot structures, thermal barrier coatings for extreme heat, and sometimes active cooling.
Which materials can survive the extreme temperatures in hypersonic flight?
Today’s toolkit includes several families, each with trade-offs:
- Carbon–carbon composites for hypersonic flight (C/C): Still the top choice for sharp, shape-stable leading edges around Mach 7 and above. They offer high stiffness at temperature and good thermal conductivity. Limits include oxidation without coatings and the cost/throughput of manufacturing—scaling and affordability remain Department of Defense (DoD) targets (see DARPA’s Carbon Crunch).
- Ultra high temperature ceramics (UHTC): Hafnium/zirconium carbides and diborides, and fiber-reinforced UHTC composites, are progressing for hot structures and coatings. Current work focuses on oxidation resistance, emissivity control, and fracture toughness under thermal gradients. On their own, today’s UHTCs don’t yet guarantee fully reusable, sharp leading edges for sustained Mach 10+; protective coatings and/or active cooling are typically considered.
- SiC/SiC ceramic-matrix composites (CMCs): Paired with environmental barrier coatings (rare-earth silicates and multilayers), SiC/SiC CMCs are leading candidates for reusable airframe acreage and inlets. Durability in high-temperature, water-vapor environments is a key challenge; EBC recession and cracking under steam are active research areas.
- Woven and ablative TPS: For very high heat flux or one-time missions, ablators convert heat into controlled material loss. NASA’s dual-layer 3D-woven HEEET is maturing for extreme entries. Manufacturing lead times can stretch to years, so programs must plan schedules accordingly.
- Thermal barrier and environmental coatings: Multilayer coatings tune surface emissivity, cut catalycity, and protect against oxidation. These thin layers can lower surface temperatures and slow material recession.
Ablative heat shields vs reusable tiles and coatings
| Aspect | Ablative heat shields | Reusable tiles/coatings |
|---|---|---|
| Use case | Very high heat flux, short duration (entries, tests) | Repeated missions, moderate to high heat with maintenance |
| Materials | Woven/phenolic, carbon-phenolic, HEEET | SiC/SiC with EBCs, C/C with coatings, RCC-like systems |
| Thermal strategy | Absorb/ablate away heat | Insulate and radiate; limit oxidation |
| Reusability | Generally single-use | Multi-use with inspection/repairs |
| Mass & thickness | Can be thicker/heavier | Often lighter but sensitive to damage |
| Maintenance | Replace after flight | Inspect, patch, or recoat |
Active cooling vs passive heat protection: passive TPS relies on material selection and radiation/insulation; active systems circulate coolant through leading edges or skins to extract heat. Programs such as DARPA’s MACH and European efforts at DLR are moving active cooling from theory to experiments. Active cooling adds complexity but may be essential for ultra-high-speed, long-duration flight or very sharp geometries.
How are hypersonic materials tested for heat, thermal shock, and oxidation?
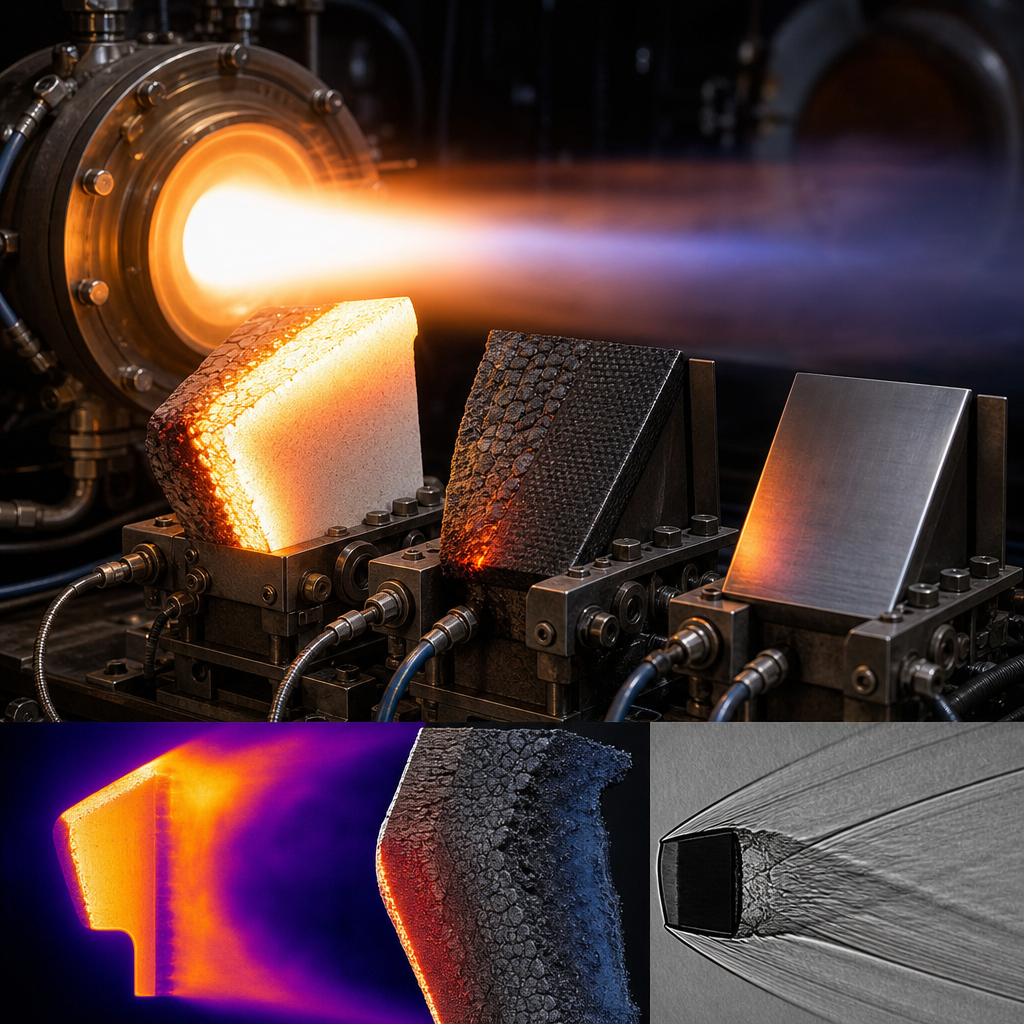
Testing hypersonic materials in wind tunnels and high-enthalpy facilities is essential, but no single setup captures flight perfectly. A combined approach is used:
- Arc-jet and plasma facilities: Deliver high heat flux and dissociated gases to study oxidation, ablation, and recession.
- Shock tunnels and expansion tunnels: Reproduce short, intense hypersonic flow for thermal shock and boundary-layer studies.
- High-temperature ovens and burners: Screen coatings and environmental barrier systems for water-vapor and cyclic durability.
- Flight tests: The MACH‑TB initiative and Rocket Lab’s HASTE flights raise test cadence to close ground‑to‑flight gaps. Embedded fiber-optic sensing is increasingly used to capture in-flight temperature and strain.
Recent Orion and Artemis investigations show how trajectory and process tweaks can mitigate observed ablator char-loss behavior, reinforcing that ground tests and flight data must inform each other.
Practical use-case: selecting a TPS for a hypersonic UAV nose
- Define loads: Mach number, heat flux, pressure, duration, and expected humidity/steam exposure.
- Pick a materials path: for a sharp nose at Mach 7+, consider C/C or UHTC-coated C/C; for repeated flights, evaluate SiC/SiC acreage with EBCs and a more robust leading-edge insert.
- Consider active cooling if duration or sharpness drives peak temperatures beyond passive limits.
- Engineer the surface: tune emissivity and catalycity with coatings; consider ultrasonically absorptive concepts to delay transition and lower heating.
- Prototype and test: arc-jet screening, thermal shock cycles, then a suborbital flight via a MACH‑TB‑like profile.
- Instrument and iterate: embed fiber optics for through-thickness temperatures; update models and coatings based on data.
Risks and challenges
- Supply chain and cost: Carbon–carbon throughput and scale are limited; DoD programs are targeting faster, cheaper production.
- Environmental durability: EBC recession under water vapor and UHTC oxidation remain constraints.
- Manufacturing lead times: Advanced woven ablators like HEEET require long schedules.
- Ground-to-flight differences: Facilities approximate, but cannot replace, flight testing; more instrumented flights are needed.
- Integration complexity: Active cooling adds plumbing, weight, and failure modes; embedded sensors must survive without weakening the TPS.
Future outlook: when might hypersonic passenger flights become practical?
Demonstrators for hypersonic transport may appear in the 2030s, but practical passenger service likely needs longer. Key hurdles include quieter propulsion, airport integration, community noise/boom rules, reliable reusable TPS for thousands of cycles, and affordable manufacturing at scale. Progress in SiC/SiC CMCs with tougher environmental barrier coatings, more oxidation-resistant UHTCs, cooled leading-edge architectures, and model-based TPS design with embedded sensing will determine the pace. Until then, most near-term applications are defense, rapid response, and planetary entry missions.
FAQ
Q1: What is a TPS and why is it critical?
It is the material and structural system that manages aerodynamic heating, oxidation, and thermal shock so the vehicle survives hypersonic flight. Without TPS, structures would overheat, weaken, and fail.
Q2: Are ablative heat shields outdated?
No. Ablatives remain the best choice for very high heat flux and one-time missions. Reusable tiles and coatings are preferred for multi-mission vehicles, but they require careful inspection and maintenance.
Q3: Can ground tests replace flight tests?
No. Arc-jet, plasma, and wind tunnels are vital, but they cannot fully replicate flight. Programs like MACH‑TB exist to close these gaps with rapid, instrumented flights.
Further reading
- DARPA MACH: Materials Architectures and Characterization for Hypersonics
- DARPA Carbon Crunch (C/C affordability and scale)
- DoD: MACH‑TB hypersonic flight test update
- Rocket Lab HASTE “A La Vista” mission
- NASA HEEET woven TPS update (IPPW 2024)
Explore more topics on our Technology Page, or browse curated aerospace and materials titles on CodDesire Books.
Hypersonic materials and thermal protection trend strength (relative)
This visual uses relative trend strength, not exact market statistics.
Regional focus in hypersonic flight materials and thermal protection
A simple regional view of where this trend can create impact.
Strong arc-jet/plasma test infrastructure; rapid flight-test cadence; emphasis on reusable hot structures (SiC/SiC) and UHTC leading edges; metallic TPS for maintainability; export controls shape partnerships; bottlenecks in high-quality SiC fibers and refractory element supply drive substitution research.
Focus on oxidation-resistant coatings/EBCs and reusable CMC structures; coordinated programs through space and national agencies; push for durability under moisture/CMAS environments; maturing industrial base for C/SiC and SiC/SiC components; collaborative demonstrators targeting maintainable TPS.
Aggressive flight demonstrators; investments in C/C, UHTCs, and transpiration-cooled panels; expansion of high-enthalpy test facilities; strong interest in domestic supply chains for zirconium/hafnium precursors; programs targeting both cruise and re-entry TPS.
Emerging capabilities via joint programs and university–industry consortia; emphasis on cost-effective ablatives and coated C/C for short-duration profiles; materials supply roles (zirconium/niobium ores) and basic processing; building standards, test access, and refurbishment know-how.
Adoption timeline for hypersonic materials and TPS
-
Now
Ground-test expansion (arc-jet/plasma) and coupon-to-component validation for UHTCs, EBC durability, and thermal-shock resistance; hybrid TPS stacks pairing ablative acreage with robust leading edges; supply constraints on hafnium and SiC fibers steer design trades. -
Next 2-3 years
Flight demonstrators emphasize reusable hot structures and coated CMC acreage; qualification of second-generation EBCs under moisture/CMAS; trials of porous/transpiration-cooled panels on hotspots; modular TPS tiles targeting faster turnaround and standardized inspection workflows. -
Long term
Operational reusable vehicles combining coated CMC acreage, UHTC or C/C leading edges, and localized active cooling; integrated thermal–structural design practices; recycling and substitution strategies for scarce refractory elements; widespread standardization of TPS modules and refurbishment processes.